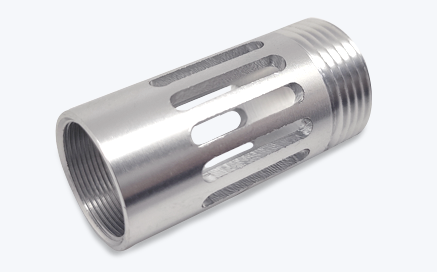
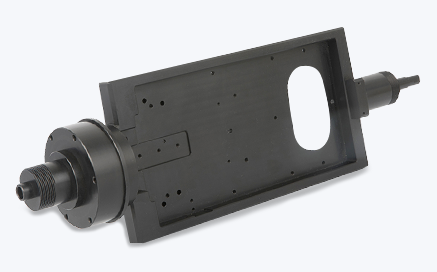
Our CNC turning process produces custom prototypes and end-use production parts in as fast as 1 day. We use a CNC lathe with live tooling so features like axial and radial holes, flats, grooves, and slots can be machined.
CNC turning is often used for:
- functional prototypes and end-use parts
- parts with cylindrical features
- parts with axial and radial holes, flats, grooves, and slots